Erlmann Multispindle Drilling Machines
Type KU-NC for Clutch Facings
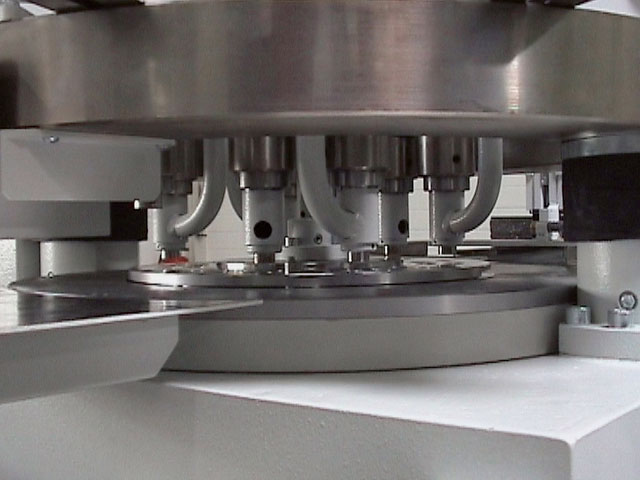
Up to 8 drill units are attached over radial arms to a rigid and ample carrier ring by means of bolts and T-nuts. Each unit has its own 0,55 kW motor with timing belt drive.
Images


Click image to enlarge
The carrier ring is connected via vertical guide bars to a hydraulic feed unit at the base of the machine. This controls the drilling feed rate and also provides the facility for the carrier ring to be raised up for working space when setting the machine.
The clutch facing will be drilled stepwise in groups of holes until the numeric controlled index table has completed one revolution. Then the drilled disk will be rejected and a blank one will be located in the drill position.
Clamping is hydraulically operated, using a clamp plate which comes down centring the disk between conical spikes.
The magazine feed system also works hydraulically and has no interchange parts.
All ducts for dust extraction end at the common 140 dia connection point.
The machine is equipped with a PLC SIEMENS S7.
The complete cycle consists of:
- Loading by the feeding system
- Holding-down by the clamping device
- Drilling of the first group of holes
- Indexing step
- Drilling of the next group of holes etc.
- Release of clamp at the end of the cycle
- Machine stops when set on SEMI or starts again when set on AUTO
FIXTURES REQUIRED:
OD 150 - 260 mm of clutch facing disk:
- 1 Adapter ring
- 1 Jig size I for each reference
- 1 Clamp plate for each reference
OD 261 - 500 mm of clutch facing disk:
- 1 Jig size II for each reference
- 1 Clamp plate for each reference
All these accessories are supplied by us on request to the customer's disc dimensions.




